Sakaya Banryu.
This little expression says so much, and holds so much veracity in the sake world. What it literally means is there are ten thousand ways to make sake. What it implies is that, even though all brewers are doing their best to make good sake, each kura does things a little bit differently. No two places do it the same.
It is not uncommon at all to have two brewers that have the very same goal, but do things in the exact opposite manner to achieve that goal. Nor is it unheard of to have something that has long been accepted as common sense to be shown to actually be the wrong way to do it. And herein lies one of the most fascinating aspects of the sake world. We’ll never get it all down. We’ll never get bored.
Let’s look at an example that has been garnering attention for a couple of years.
 When sake is made, the first step is milling the rice. In particular for the special sake rice used in making premium sake, milling removes the fat and protein hovering in the outer regions, leaving only the starch in the center of the grains behind. Especially for premium sake, this must be done ever-so-gently, so that the milling process does not crack or break the rice. That would be a bad thing, for many reasons.
When sake is made, the first step is milling the rice. In particular for the special sake rice used in making premium sake, milling removes the fat and protein hovering in the outer regions, leaving only the starch in the center of the grains behind. Especially for premium sake, this must be done ever-so-gently, so that the milling process does not crack or break the rice. That would be a bad thing, for many reasons.
However: the milling process itself employs friction, which means heat, which means that the rice gets dried out. That alone makes the rice more fragile, and more susceptible to structural damage.
Next, the rice will be soaked to very precisely adjust the moisture as well as the distribution of that moisture within the grain. Like, more moisture in the center, where the starch is and where the enzymes in the koji mold need to go, and less moisture near the outside of the grain.
And herein comes the reversal of what has been considered common sense for decades upon decades, if not longer.
It used to be, and still is for many, conventional thinking that soaking the dry rice just after having been  milled would cause the rice to crack as the water rushed in to the overly dry rice. So what everyone did, and what most brewers in fact still do, is to leave the rice sitting around for about two weeks. It sits in controlled conditions and in semi-porous paper bags, and slowly absorbs moisture from the ambient environment so that when it is later soaked, it is not so parched and therefore less likely to break or crack. It’s just the way everyone thought it had to be done.
milled would cause the rice to crack as the water rushed in to the overly dry rice. So what everyone did, and what most brewers in fact still do, is to leave the rice sitting around for about two weeks. It sits in controlled conditions and in semi-porous paper bags, and slowly absorbs moisture from the ambient environment so that when it is later soaked, it is not so parched and therefore less likely to break or crack. It’s just the way everyone thought it had to be done.
Enter the rice-milling-machine company Shin Nakano. While they have a comparatively small share of the market, they focus more on sake rice milling machines rather than the machines for general rice milling, and put more R&D into sake rice milling as well.
And they came out with scientific evidence from their testing that actually the opposite is true. In other
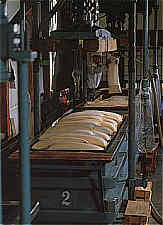
Rice bag label
words, data showed that by wrapping the just-milled rice in plastic to actually prevent it from re-absorbing more moisture, there was less cracking and breakage of the rice when they did wash and then soak it. Less breakage. Wow. Whodathunkit.
At first, just a few brewers had the courage to try it this way, but as of last year, Shin Nakano has apparently been conducting seminars to demonstrate to more and more brewers the merits of going against the grain, so to speak, pun most definitely intended.
Some of the brewers to whom I have spoken are still reticent; others have totally embraced this new-fangled method, including many of the young whippersnappers in the industry (read: its future). But all are at least taking the scientifically sound data seriously.
Is this a major change that will spin the sake-brewing world upside down on its north and south pole axis? Nah. Not at all. But it is still fascinating that after all these decades something new can be discovered that makes it easier to make great sake, and that has been anathema until very recently.
Sakaya Banryu. Ten thousand ways, indeed.
~~~~~~~~~~~~~~~~~~~~
Sake Professional Course in Florida, August 17-19
 Thanks to everyone’s support and the current popularity of sake, the Sake Professional Course in Las Vegas, June 1-3, is full. The next Sake Professional Course is scheduled for Miami Beach Florida, August 17-19, at the Shelborne Wyndham Grand Hotel, within which sits the South Beach Morimoto Restaurant. This is the first Sake Professional Course to be held in this part of the country and promises to be a particularly enjoyable running of the course.
Thanks to everyone’s support and the current popularity of sake, the Sake Professional Course in Las Vegas, June 1-3, is full. The next Sake Professional Course is scheduled for Miami Beach Florida, August 17-19, at the Shelborne Wyndham Grand Hotel, within which sits the South Beach Morimoto Restaurant. This is the first Sake Professional Course to be held in this part of the country and promises to be a particularly enjoyable running of the course.
More information is available here, and testimonials from graduates can be perused here as well. The three-day course wraps  up with Sake Education Council supported testing for the Certified Sake Professional (CSP) certification. If you are interested in making a reservation, or if you have any questions not answered via the link above, by all means please feel free to contact me.
up with Sake Education Council supported testing for the Certified Sake Professional (CSP) certification. If you are interested in making a reservation, or if you have any questions not answered via the link above, by all means please feel free to contact me.
Following that, the next one is tentatively scheduled for the fall in the northeast part of the US. If you are interested, feel free to send me an email to that purport now; I will keep track of your interest!